Kynar® Resin
용접 가이드
용접 작업 조건
고품질의 용접을 위해서는 세 가지 매개 변수를 제어해야합니다.
- 온도 : 수지를 적절한 용융상태로 만들기 위해서는 온도를 특정 범위 안에 있도록 조절해야 합니다.
- 압력 : 용융된 수지가 용접 경계면을 벗어나지 않도록 과도한 압력을 피해야합니다.
- 시간 : 재료의 낮은 열전도율로 인해 열 전달이 느리기 때문에 용접 영역 전체를 균일하게 가열해야 합니다.
적절한 용융 조건에 도달 후, 스트레스를 줄이고 Polymer의 분자간 확산을 허용하기 위해서는 서서히 냉각을 해야합니다. 용접 완료 후 12 시간 이내에 인장, 휨 각도 등과 같은 물리적 특성에 대한 Test는 하지 말아야 합니다. 용접부는 다음 용접 작업 전에 상온과 같아지도록 냉각되어야 합니다. 용접부가 냉각되지 않으면 과도한 응력이 발생하여 변형이 될 수 있습니다. 최고 품질의 용접을 생산하려면 용접할 표면을 깨끗하게 닦아내야 합니다. 용접 작업 전에 모든 용접부 구간의 표면을 긁어 내야합니다. 만일 솔벤트로 닦아낸다면 오염이 번질 수 있습니다!
용접 방법
여러가지 혼용된 방법으로 Kynar® PVDF를 용접하는 것이 가능합니다. Kynar® PVDF 부품을 용접하는 가장 일반적이며 효과적인 방법은 용접봉을 사용하는 열 접촉 및 고온 가스 용접입니다. Kynar® 수지를 자체 접합하는 데는 초음파, Hot lamination, 적외선 (IR), 전기 융합, Resistance heating, Spin and radio frequency 등의 용접 방법들이 있습니다.
고온 가스 용접
Kynar® PVDF의 용접에 기존의 고온 가스 용접 장비를 사용할 수 있습니다. 자동 온도 조절 용접 장비를 활용하는 것이 좋습니다. 이러한 유형의 장비는 용접 작업 중 온도 변화로 인한 실수 가능성을 크게 줄여 줍니다. 최적의 용접 작업은 Deutscher Verbena Fur Schweissen und Verwandte Verfahren E.V. (DVS) 요구 사항을 충족해야 하는 것으로 정의 될 수 있습니다. 아래 표의 값은 최적의 Welding perimeter들로 DVS에서 허용하는 조건들입니다.
용접 작업이 이뤄지는 공간은 용접 공정 중에 발생하는 열과 연기가 외부로 잘 빠져 나가도록 통풍이 잘 되야 합니다. 하지만 외풍, 과도한 공기 순환과 같이 용접부를 급속하게 냉각시키는 조건은 피해야합니다. 용접 공간은 항상 청결하게 유지해서 용접부에 이물이 붙지 않도록 해야 합니다.
DVS 에 따른 고온 가스 용접 조건
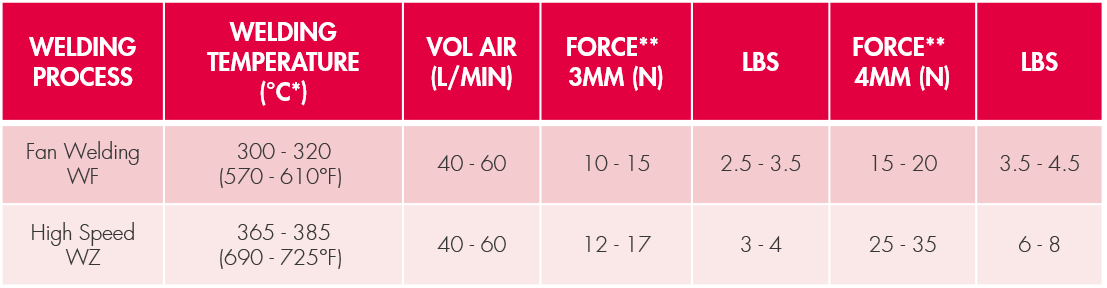
**용접 Gun을 통해 용접부에 적용되는 힘.
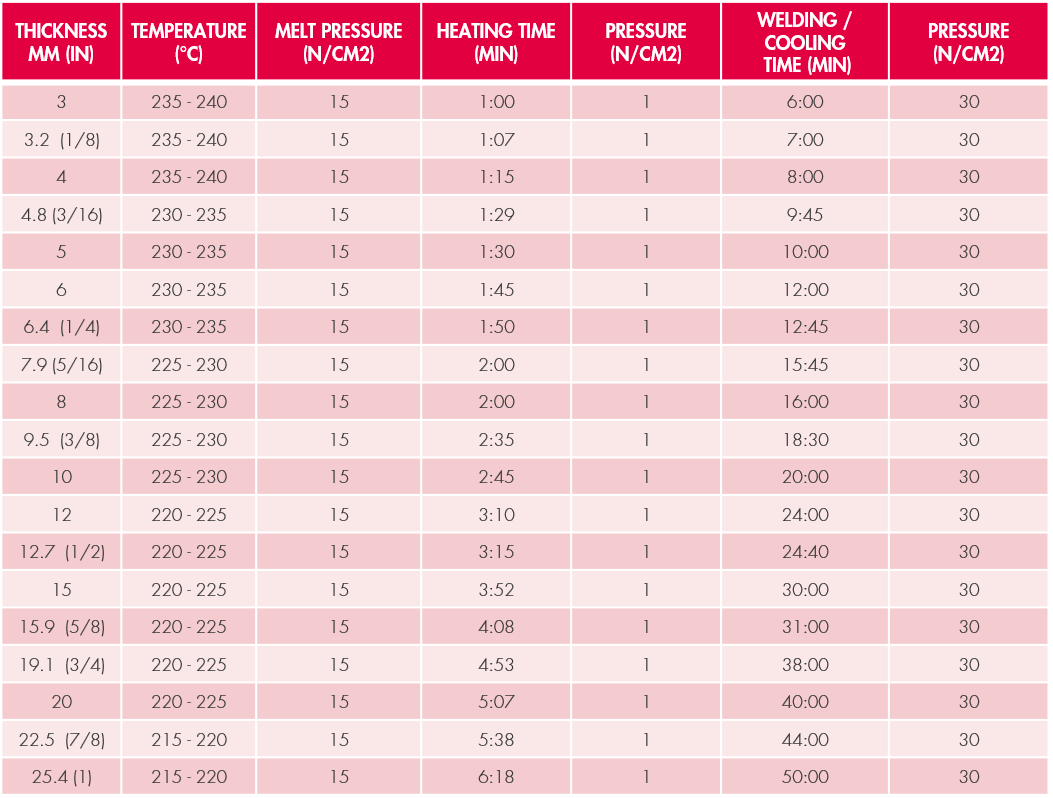
KYNAR® PVDF 의 BUTT 용접
아래 표에 나열된 조건들은 Kynar® PVDF Slab 용접에 대한 작업시 권장 조건입니다.
최적 조건들은 이러한 조건들과 약간 다를 수 있습니다. 용접 / 냉각 시간은 Rolled sheet의 용접에 대한 권장 시간 입니다. Flat sheet 경우 냉각될 때까지 평평하게 형태가 유지되면 굴곡 현상이 생기지 않으므로 빨리 공정이 끝날 수 있습니다.
BUTT 용접을위한 권장 용접 조건 *